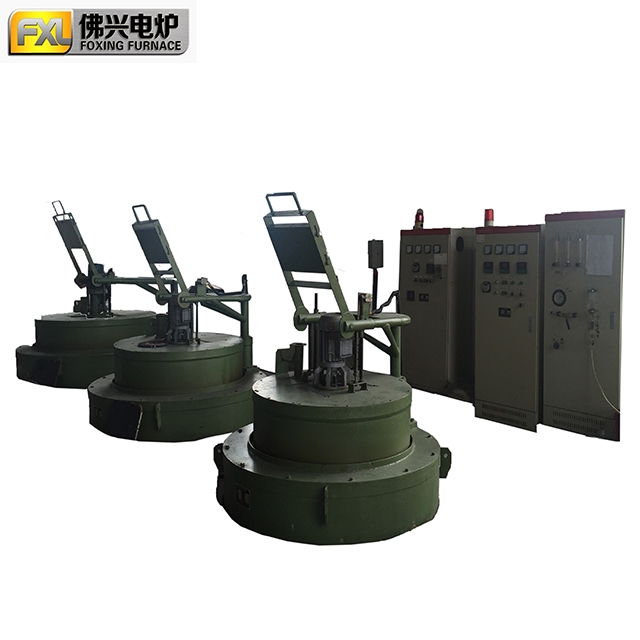
专业设计制造热处理设备
广泛应用于多个领域的热处理
- 0757-83377296
专业设计制造热处理设备
广泛应用于多个领域的热处理

电 话:0757-83377296
手 机:0086-13925905083
传 真:0086-757-83378626
邮 箱: Foxingdl@163.com
jessicalin@foxingfurnace.com
网 址:www.fx-dl.com
地 址:佛山市禅城区南庄镇梧村工业区西围工业区12号厂房
氮化炉的安全操作步骤!
1.渗氮前的气体氮化炉须是先经过正火或调质处理过的工件。先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。装入炉内后,对称拧紧炉盖压紧螺栓。
2.将炉罐和炉盖进水口通入冷却水进行循环水冷。气体氮化炉炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,气体氮化炉炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。
3.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压。
4.排气口有较小气流向上的压力,当氮化炉温升到530℃时,恒温恒流渗氮3-20h,再将氨气压力调大一点,让排气维持适中压力,渗氮4-70h, 再将氨气压力调小,退氮1-2h,切断电源,给少量氨气,使炉内维持正压。